M D Richards, G R Lehnhoff, G Velarde and J V Kristan from Evraz North America in Pueblo, Colorado, explain how the alloy is able to achieve exceptional hardness and ductility.
AS traffic volumes increase, new rail steel metallurgies are being developed to meet demand for longer rail service life, improved track safety, and better performance in severe operating conditions while offering improved maintenance efficiency.
The conventional approach to extend rail life during the last century was to increase hardness by increasing the rail carbon content. Improvements to rail hardness and performance were achieved in the 1980s and 1990s by applying head hardening to existing steel grades. The use of hyper-eutectoid rail steel compositions further improved resistance to wear in the most severe conditions. The increase in carbon content beyond the near-eutectoid level also introduced compromises in ductility and fracture toughness, which is typical of many materials.
Evraz North America therefore decided to develop a new metallurgical approach to improve rail strength and hardness to combat wear and rolling contact fatigue (RCF) resistance, while simultaneously improving ductility, fracture toughness and weldability.
The development of the new Apex G2HH ultra-premium strength rail grade has been completed. It involved advances in rail manufacturing practices including steelmaking, alloy strategy, rail rolling, and head hardening.
To demonstrate the improvements we will compare the performance of Apex G2HH against a current generation premium rail grade (DS) commonly used in cold weather environments on North American heavy-haul lines and a non-head-hardened standard strength (SS) rail grade.
A constant slip ratio of 10% was maintained by controlling the rotational speed of the two disc samples.
The American Railway Engineering and Maintenance-of-way Association (Arema) best practice guidelines define rail strength as standard, intermediate or high strength with rail surface hardness minimums of 310HB, 350HB, and 370HB respectively. Although there is no defined performance level beyond high strength rail, a hardness threshold of 400HB is a reasonable metric on which to base next generation rail performance.
Increases to the strength of pearlitic microstructures are achieved by refining the pearlite inter-lamellar spacing, λ, increasing the pearlitic carbide fraction by raising the carbon content, and increasing the strength of the pearlitic ferrite through solid solution or precipitation strengthening.
Modifications to rail alloy systems are used to increase strength by manipulating the austenite to pearlite phase transformation during the head hardening process. The G2HH grade was designed with higher levels of alloying elements that promote a fine pearlite microstructure and a carbon level that complies with Arema guidelines.
Figure 1 shows that the average surface hardness of the G2HH grade is approximately 430HB, a significant increase compared with high-strength DS rail. Interior hardness measurements also show that the hardness of the G2HH grade is significantly higher than the high-strength DS grade, with the hardness at the rail head centre line and gauge corners at a depth of 10 and 11mm, respectively, exceeding 405HB on average.
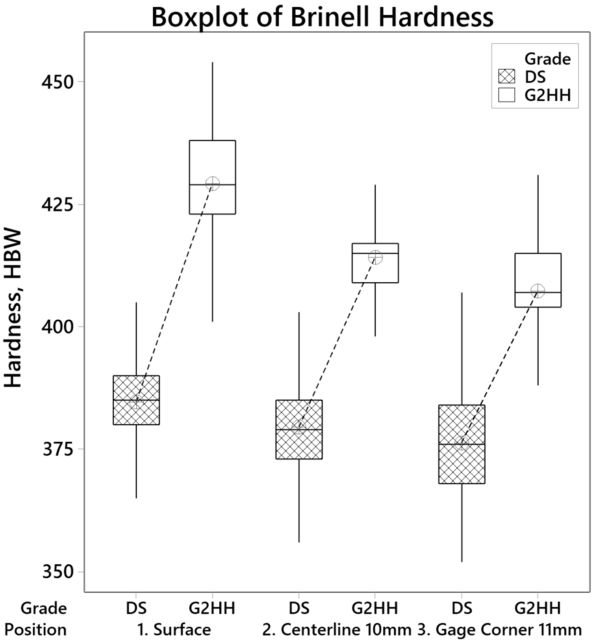
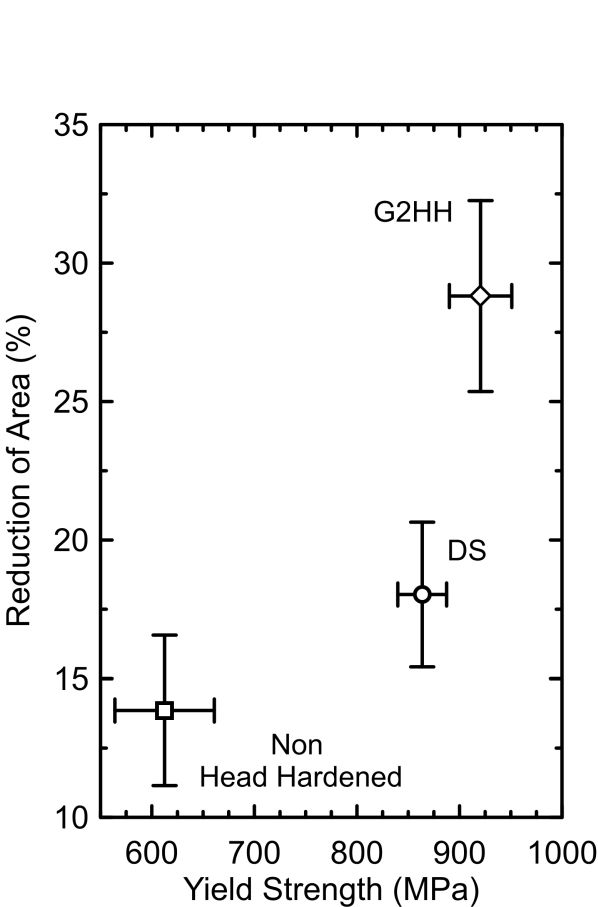
Figure 2 shows the tensile yield strength and ductility for the G2HH grade compared with the high strength DS grade and SS rail. The beneficial effect of head hardening is also evident. The yield strength increase between non-head hardened SS grade and DS is significant for similar nominal alloying strategies; the head hardening process also provides a benefit to the tensile ductility as shown by the increased reduction of area in tension. The G2HH grade exhibits an additional increase in yield strength compared with the high strength DS grade, which is also accompanied by a substantial increase in the tensile ductility.
While strength was the focus of the development for the G2HH alloy system, the hardenability of the alloy system was also designed to ensure that desirable microstructures form in rail welds. Hardenability defines the ability of a steel alloy to achieve hard, martensitic microstructures in heat treating operations.
Wear resistance testing was performed using a twin disc testing machine in rolling-sliding contact. Rail test specimens were machined from the head of the rail with a 39.5mm disc diameter and 3mm specimen width. The opposing discs were machined from rail material that approximates railway wheel steel. The material is fully pearlitic with a similar hardness and chemical composition to that of Class C wheels used in North America. The wheel sample was cylindrical with a diameter of 46.2mm.
A constant initial Hertzian contact pressure of 1300MPa was maintained. A constant slip ratio of 10% was maintained by controlling the rotational speed of the two disc samples. During the wear test, the sample mass was measured at specific cycle intervals. Triplicate tests were performed for each rail grade. This method has been shown to provide excellent characterisation of wear behaviour.
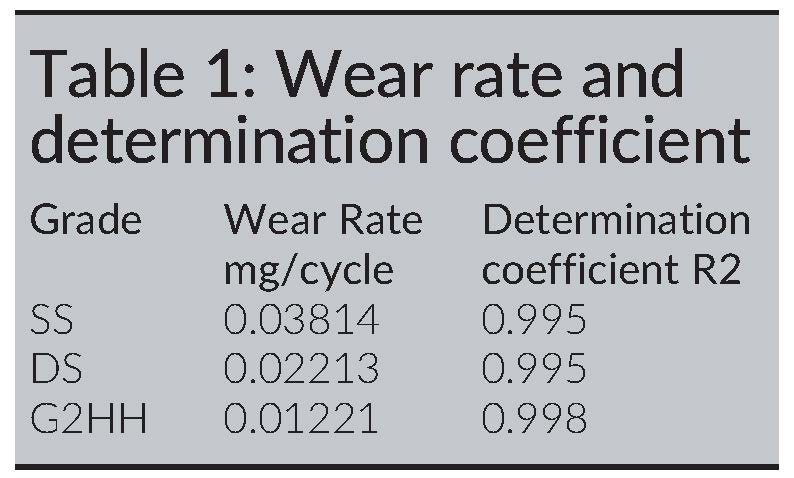
Figure 3 shows accumulated mass loss versus accumulated cycles data for the G2HH, DS, and SS grades while Table 1 includes wear rate and R2. The wear test results exhibit linear behaviour in which the slope of the accumulated mass loss versus accumulated cycles data represents the wear rate of the material. Comparing the DS and SS data in Figure 3 shows that head hardening decreases the wear rate.
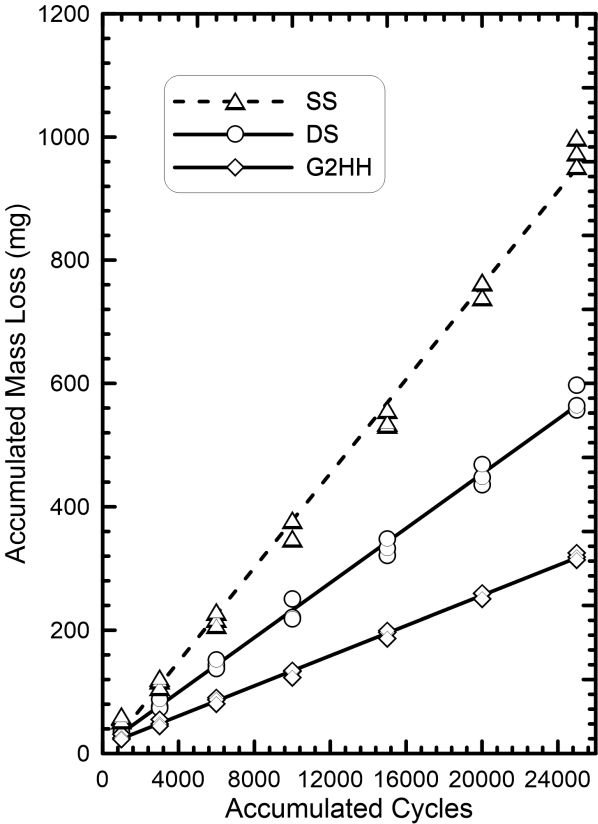
The modification of the alloy system and head hardening procedure used to produce G2HH results in a further reduction in the wear rate compared with DS.
Fracture resistance
As the consequences of derailments become increasingly dire, factors that govern railway safety become increasingly important. The fracture resistance of the rail material represents a last defence against rail breaks, because increases to the rail fracture toughness raise the flaw tolerance of the rail under a given load. The ability of the rail to tolerate larger flaws means it will take longer (more loading cycles) for flaws to reach a critical size and cause a rail fracture, while larger flaws are more likely to be detected by inspection vehicles.
The test specimen is oriented transverse to the longitudinal direction of the rail, with the crack oriented towards the surface to ensure the crack front is positioned close to the running surface of the rail head and close to the rail foot for the base specimen.
Testing was performed in accordance with ASTM E399-17. The specimen featured a compact tension geometry, C(T), with a width of 38.1mm. Plane strain fracture toughness tests were performed on rail head and rail base samples for the G2HH and DS materials at 24°C, 0°C, and -40°C, and triplicate specimens were evaluated for each condition.
Both the DS and G2HH grades exceed the required minimum fracture toughness values required to meet the EN 13674 specifications for the R350LHT and R370CrHT. The G2HH also exceeds the requirements for the R400HT grade based on strength level while the DS and G2HH grade exceed the requirements of the R350HT grade EN 13674 specification, which has a low strength requirement compared with the strengths achieved in either the DS or G2HH grades. Furthermore, the fracture toughness of both the DS and G2HH grades at -40°C exceed that of the standard SS rail at room temperature. This demonstrates that head hardening also improves fracture toughness.
Revenue trials
The Apex G2HH grade rail is being tested in numerous locations in North America including low radius curves in mountainous terrain as well as less severe environments. For example, the Apex G2HH grade rail was installed along with the DS grade rail in a 563.5m radius curve with a 1.1% gradient on a North American heavy-haul line. Both high and low rails were electric flash butt welded into 439m lengths, alternating between the two rail grades at 24.4m intervals. Rail profiles were measured periodically, including the total metal removal caused by passing trains and preventative and profile rail grinding. At the time of this report, the total accumulation of traffic was approximately 175 million gross tons (MGT) and the measurements were made at approximately 150MGT.
The DS and G2HH rail profile measurement data for the high and low rails demonstrate statistically significant differences between the two grades as verified by means of the two sample T-test with a p-value threshold of 0.05. The high rail gauge face (W2) and gauge corner (W3) values show reasonably high losses, while the low rail W2 and W3 position values were low enough to lack statistical significance, indicating that the curve remains in high rail flanging contact.
The revenue service test data show a distinct advantage of the G2HH rail over the DS rail.
Figure 4 shows the revenue service performance improvements of the G2HH grade relative to the DS grade. In all the measurement positions in which statistical significance could be established, the G2HH rail outperformed the DS rail.
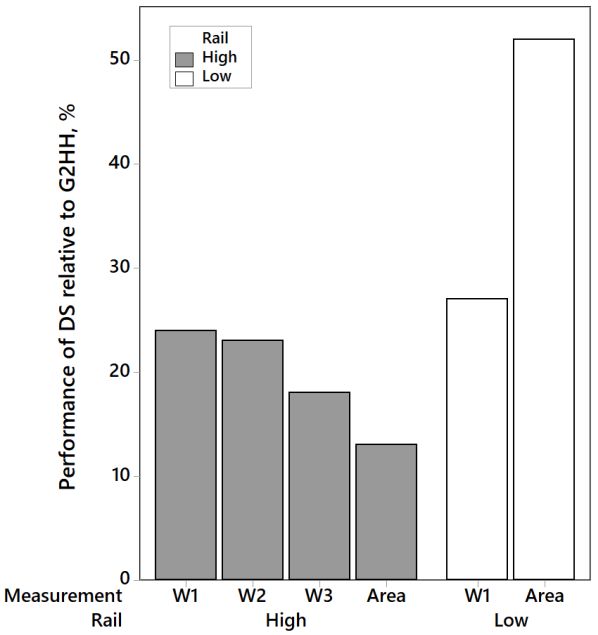
Figure 5 shows representative photographs of the running surface of the low rail at 150MGT. The operator of the test curve elected to extend the interval between grinding cycles to evaluate the relative RCF resistance of the G2HH grade compared with the DS grade.

At the time of this evaluation the high rail showed no RCF damage. The low wear rate in the low rail, combined with a lack of preventative grinding due to the extended grinding interval, resulted in the initiation of RCF damage along the running surface of the DS rail. However, the G2HH rails showed no indication of RCF damage.
In conclusion, increased strength and hardness substantially improve rail wear resistance, which greatly extends rail life. The revenue service test data show a distinct advantage of the G2HH rail over the DS rail.
The G2HH grade offers improved track safety from several aspects:
- the increased strength and hardness improve resistance to RCF damage resulting from accumulated plastic deformation
- the increased ductility and fracture toughness translate to improved flaw tolerance - the fracture toughness of the G2HH rail at -40°C exceeds that of SS rail at room temperature, and exceeds the EN 13674 requirements for intermediate and high strength rails at -20oC, while exceptional low temperature fracture toughness means Apex G2HH can be used in cold climates despite its high strength, and
- the alloy system was designed to not only enhance strength, ductility, and toughness, but also to increase the robustness of welding through a decrease in hardenability; the low Jominy hardenability of G2HH extends the allowable range of weld cooling rates that produce fully pearlitic weld microstructures.
Management of track safety and service life is of paramount importance for the continued operation of heavy-haul railways, and high performance rail offers a significant advantage for such railways. The new Apex G2HH rail grade provides enhanced performance in severe track and environmental conditions, including low temperatures. Ultra premium strength levels are achieved through state of the art alloying and heat treatment. The alloy design also promotes the formation of desirable weld microstructures. Increased hardness provides better wear resistance, longer track life, and RCF resistance.
Greater strength and hardness are achieved without compromising safety performance metrics such as fracture toughness. The new rail grade is a significant milestone in rail development, providing simultaneous improvements to hardness and fracture toughness - the previous advance in technology to achieve this result was the head hardening process itself.